

全國服務熱線
13503801616
全國服務熱線
13503801616
新聞資訊
News
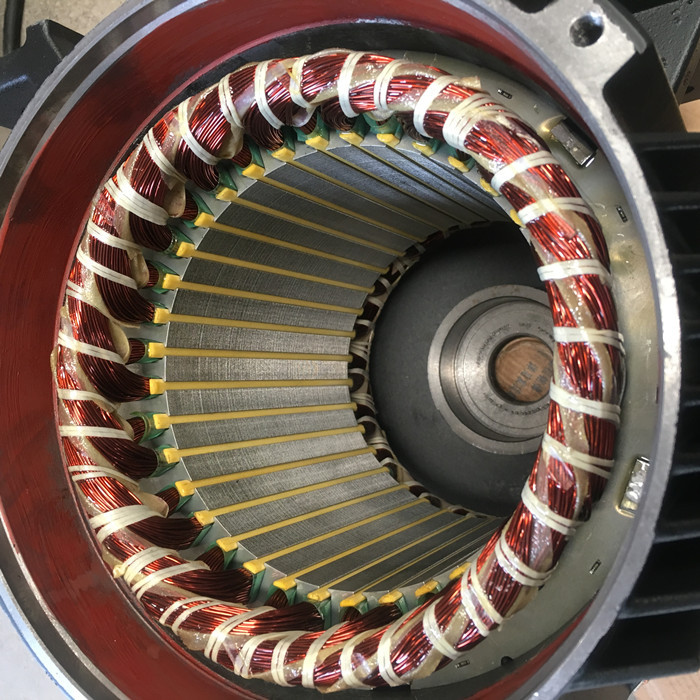
力矩電動機生產廠家浸漆工序作業指導書

條例適用于力矩電機生產廠家的的浸漆工序作業。浸漆前的準備:把力矩電機定子線包準備就緒。浸漆人員根據技術圖紙要求,到倉庫領取各類元器件及材料,并仔細核對其產品名稱、規格型號和數量,確認其產品的一致性無誤后,在領料單上簽字。
浸漆工藝流程:浸漆前,力矩電機線包必須預熱,其目的是驅除絕緣中的潮氣和揮發物,并利于絕緣漆的滲透與流動.漆的粘度選擇應適當,浸漆時,希望漆滲透到繞組內部,因此要求漆的流動性好一些,故漆的粘度應較低,一般可取22~26s(20℃、4號粘度計);由于漆溫對粘度影響很大,所以一般規定以20℃為基準,故測量粘度時應根據漆的溫度作適當調整。將檢驗合格的白柸工件放入浸漆設備中,一般大的長期堵轉力矩電動機定子線包***多放置30個,小的力矩電機定子線包***多可以放置60個,應依據具體情況而定。先設定預烘溫度和時間,溫度一般在120℃,時間一般控制在1-2小時。然后開風機,開加熱器。預烘結束后,關加熱器,然后將白柸冷卻處理,當冷卻溫度至50℃-60℃時,關風機。浸漆:啟動真空泵,真空去濕處理,同時絕緣漆浸罐,當真空度達到在-0.08~-0.095Mpa時,保持半小時。然后真空烘干罐的真空泵因達到規定真空度將自動停止。在浸漆過程中,要通過觀察窗觀察漆面,漆面必須超過工件3-5cm為宜。回漆處理。啟動儲漆罐真空泵,至真空度為-0.08Mpa。然后停真空泵。待抽干為至。瀝漆:室溫條件下,一般時間控制在40-60分鐘。回余漆: 啟動溶劑罐真空泵,至真空度為-0.08Mpa,然后停真空泵。回干為至。清洗。開閥門,待清洗劑下降至下界線,然后關閥門,清洗3-10分鐘。回清洗劑:啟動真空泵,至真空度為-0.08Mpa,然后停真空泵。同時要確保清洗劑回到***初的上界線。干燥:開閥門,開風機,延時10分鐘,開加熱器。升溫至設定溫度120℃,保溫3個小時。
處理完后的檢驗:力矩電機定子浸漆處理后,表面應無殘余發粘漆瘤、氣泡、起皺、脫皮及傷裂等現象,刮漆時應注意不要刮傷力矩電動機繞組。另外操作工應用兆歐表對處理完工后的定子進行絕緣電阻的測量,此時測得的絕緣電阻應不小于50MΩ。

返回頂部
